両面加工の仕方
工房で使っている切削機はローランド製のMDX-15というマシンです。 メジャーな切削機ですが、両面加工の方法が画像多めで紹介されていません。 なので、今回は両面加工の仕方を紹介しようと思います。
ウチの両面加工の仕方はとてもアナログというか、ほんとに基本的なやり方です。 逆に言えば MDX-15だけでなく、いろんな3D加工機で通じる方法だとも思います。 説明が長いですが最後まで見て参考にしてもらえればと思います。
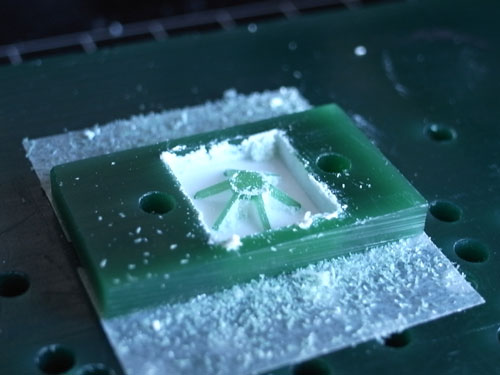
最初に出来上がりをUPしますね!! 画像でも分かるようにかなり細かいジュエリーパーツになります。

切削後にワックス修正など出来ないので、正確な両面加工が必要!! 説明のサンプルにはちょうど良いです☆
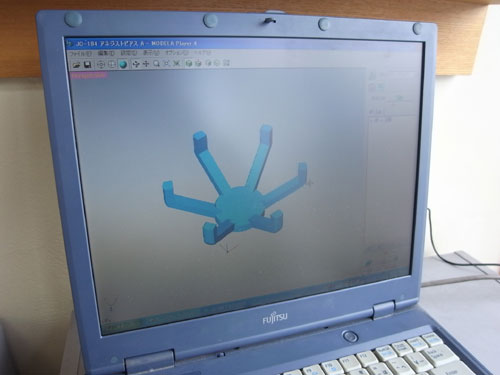
まずはCADで作ったデータをstlデータで保存してモデラープレイヤー4(MP4)で開きます。 MP4はエンドミル(ドリル)の動きを計算してくれるソフトです。
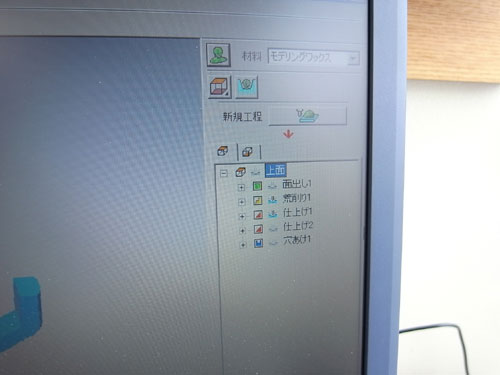
今回は表側は5個の切削データを用意して、「仕上げ」切削は2回します。 エンドミルの刃径と刃長の関係で2回仕上げ加工をします。
エンドミルは①刃径1.0mm 刃長5.0mmで全体を「荒削り加工」と「仕上げ加工」して次に②刃径0.5mm 刃長2.5mmで中央の爪と爪の間を部分的に「仕上げ加工」。
全体をエンドミル②刃径0.5mmで切削できればいいのですが、刃長が足りないので2回に分けました。

「刃長が足りない」とは刃がないところがワックスに触れるとワックスが欠損したり、エンドミルが折れます。
材料出し!! 今までの余りのワックスの中から使えそうな物を選んできて「面だし」作業で必要な厚みのワックス作ります
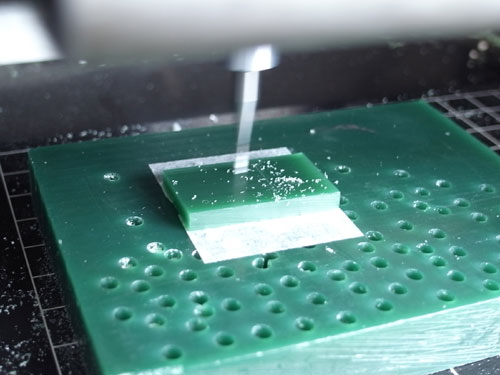
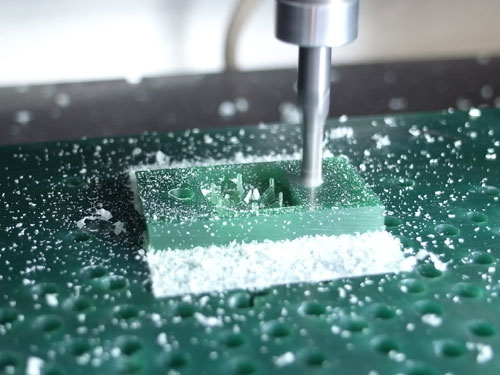
「荒削り」、そして「仕上げ」の切削もしていきます。 ちょっと見てもらいたいのが両面テープの使い方。
センターラインを避けるように両面テープ2枚でワックスを固定しています。 理由は後で分かります (^^)
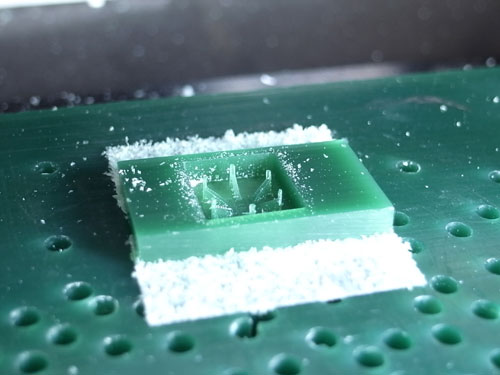
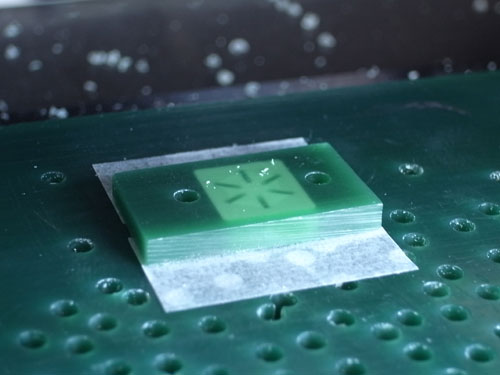
表側の切削完了!!
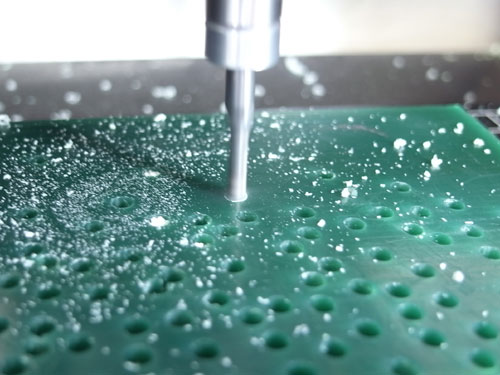
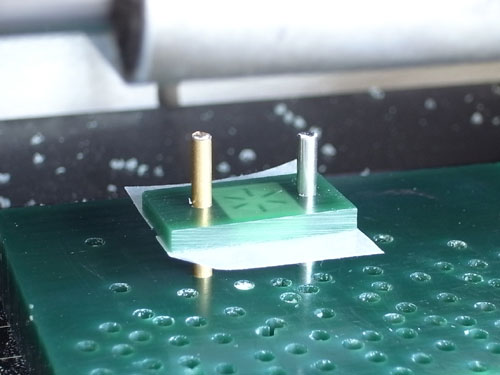
位置決めのピンをさす穴を開けます。 エンドミルは刃径3.0mm 刃長10.0mm なので使用するピンの太さも3.0mmの真鍮棒です。
僕は「穴あけ加工」は2回に分けてやります。一回目はワックスの厚み+0.2mmでワックスに貫通穴を開けます。 その後、ワックスを外して捨て板ワックス(下に敷いているワックス)に同じ位置で5mmの深さで穴を開けます。
あと、ここで両面テープのセンター部分を避けた意味が出てきます。エンドミルに両面テープが触れてしまうと粘着性のカスが刃に付いて穴の径が大きくなってしまうからです。 位置決めのピンを穴に さした時にスカスカで入るようではダメです!!
「穴あけ加工」の設定の仕方は別ページで説明しています
↑ クリックで移動
ワックスをとっぱらって、捨て板ワックスに5mmの深さで穴を開けています。
なぜ、2回に分けて「穴あけ加工」をするかというと、、、この切削機は深さ1mm彫るごとにエンドミルが上に上がって、また下がってきて1mm深く掘るの繰り返しになります。
例えば今回の場合だとワックスの厚みが3.0mm+捨て板ワックスに深さ5mmの穴で計8mmの深さの穴あけになるので 8回上下運動を繰り返します。
その間にワックスの貫通穴が少し広がるかも、、、かもです。 それなら手間も掛からないし2回に分けたほうがいいですよね(^^)

ワックスの中央で切削したつもりだけど、少し右側に寄ってしまいました。
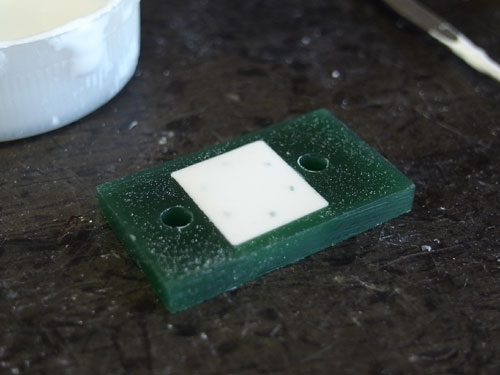
石膏を流し込みながら、机の上でトントンぶつけて振動を与えます。 そうすると少し柔らかくなって、端まで流れてくれます。 あと、石膏の流し込む量も注意してください。 多すぎると後が大変です。
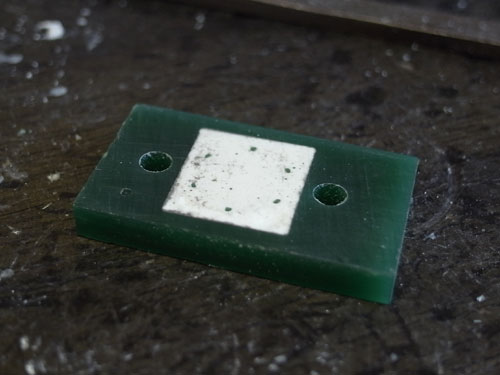
表面が平らになるようにペーパーを掛けます。
(2018.6.21 追加分)
そうそう、両面切削する際に使う石膏を作る際にオススメなのが

こちらのガチャポンの入れ物。 安くて、ちょうどいい大きさ、そして石膏が固まっても簡単に石膏を落せます。
穴が開いてるので、テープでふさいでます(^^;) 少量の石膏を作るのにお勧めです。

こんな感じに簡単に潰せるので、へばりついた石膏も落せます

(2018.6.21 追加分おしまい、、、)
話を戻して
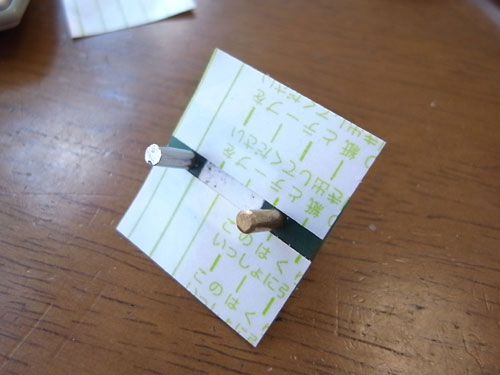
両面テープを貼ります。 その際、さきに位置決めのピンを挿しておいて、それを避けるように両面テープを貼っています。

お勧めの両面テープです。 いろいろ試しましたが、これが適度に粘着力もあって、適度に剥がしやすい!!
ワックスを差し込みます。 その際、向き(上下左右など)が正しいか、よく確認してください。
あと、表側の「あら削り」 「仕上げ加工」に突入したら「VIEW」ボタン(一時停止ボタン)を押さないでほしいんです。
気のせいか、表と裏側の切削でズレがでやすくなるよな気がします。 そんなこと言ったら、ワックス外したり、ピン抜いたり、やりにくいじゃないか!! と、思われますが、がんばって、工夫して。 最初から最後までVIEWボタン押さずに両面加工です👊
ピンを抜く時は慎重に!! ここでワックスの位置がずれると切削後のワックスも表側と裏側でずれてしまいます。 僕はワックスを手で押さえながら、ラジオペンチで慎重に抜いています。
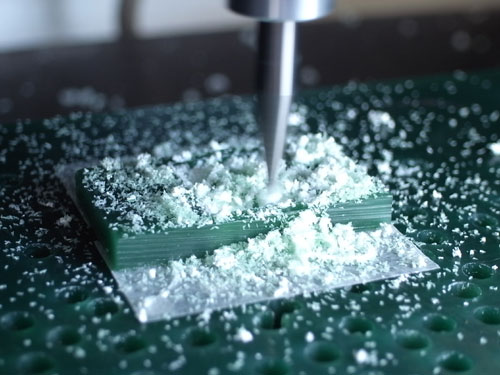
裏側切削
裏側切削完了~!!
慎重に石膏を落としていきます。 ただ今、石膏の種類を調べ中、、、水に浸けたら、さくっと石膏が落ちてくれたらいいのですが(^^;)

完成~☀
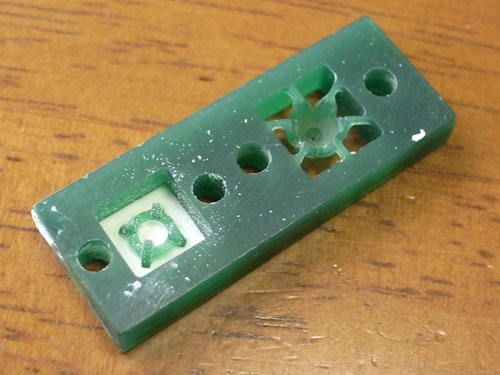
以前は右側のように柱をつけて固定していたのですが、切削時にワックスが微妙に震えるようです。 なので切削されたワックスに荒い刃の跡が残ったりしていました。 また柱をつけることで切削に制約が入ることが多くなってきたので石膏で固定することに。 手間は掛かりますがワックスの完成度からこの方法に変更しました。
前回のブログでワックス画像集を載せています。
ジュエリー用のロストワックス画像 ← クリックで移動
その他、MDX-15の分解と修理!! なんかもあるので興味のある方はぜひ(^^)
アトリエエッグでは、京都の工房にて一つひとつ丁寧にジュエリーを製作しています。
≫ オーダージュエリー・結婚指輪の製作実績一覧
≫ 京都の指輪工房 アトリエエッグ TOPへ
- コメント (0)
-







コメント