両面加工の穴あけ
以前、「 MDX-15、20の両面加工の仕方 」 ← コチラで移動できます。
というのをブログでアップしましたが、モデラープレイヤー4(MP4)の「穴あけ加工」の設定の仕方を説明していませんでした。
「穴あけ加工」とは両面切削の際に表面を削って、次に裏面を削る時に位置がずれない様に削れる方法です。
今回はその設定の仕方をご紹介しようと思います。 慣れれば簡単です!! と、その前に前回のブログはよく読まれています💦 が、あくまでも参考、自己責任ということでお願いします。
それでは「穴あけ加工」の設定の仕方を☆
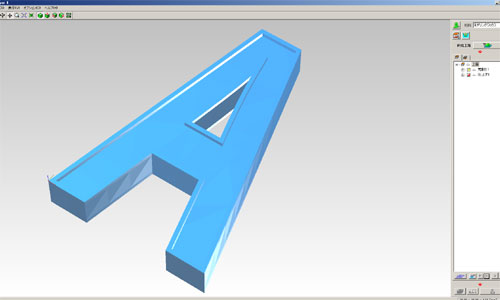
まずサンプルということで、下の画面のような「A」の立体を両面切削する場合で説明していきますね。 この A は表も裏も縁が凸になっているので両面加工が必要になります。
表側の「荒削り」、「仕上げ加工」のデータを順調に作成したとして、、、そのあと「位置決めピン」のさす穴のために「穴あけ加工」のデータ作成です。
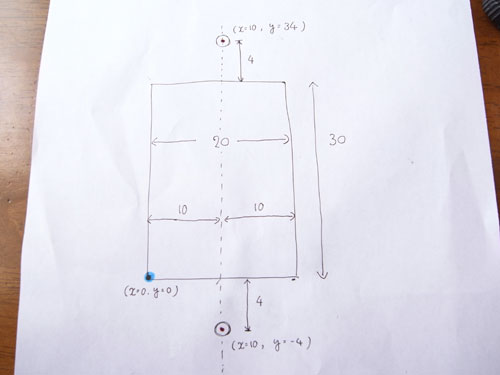
まず、矢印の部分をクリックして、全体の寸法をチェックします。
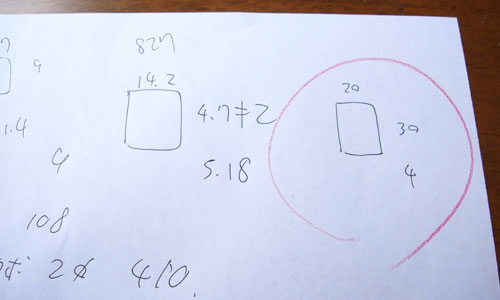
幅20mm、高さ30mm、厚み4mmなので、、、
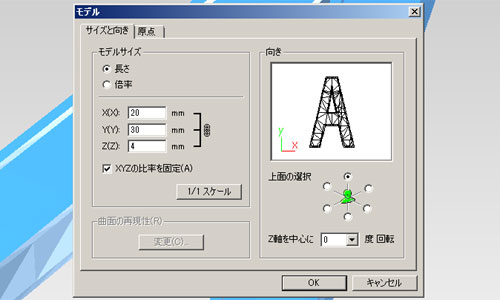
ミスが起きないようにこんな感じに紙に控えています。
僕は穴あけ加工を「本体のワックス」(Aを彫ってるワックス)と「捨て板ワックス(下に敷いているワックス)」で別々に開けています。
理由は以前のブログ「両面加工の仕方」を見てください ← クリックすると移動
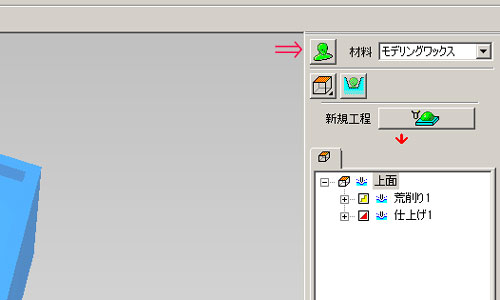
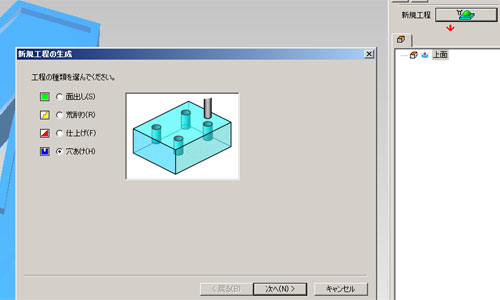
画像の右上「新規工程」ボタンをクリックして、「穴あけ」にチェックを入れます。
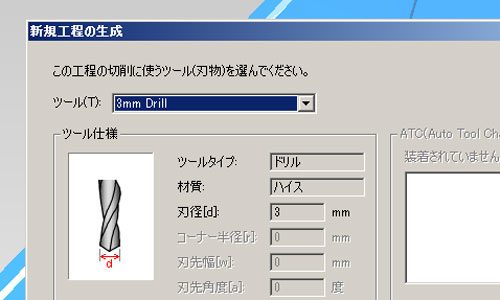
穴あけ加工では刃径3.0mm、刃長10mmのエンドミルを使用しているので、、、
「 3mm Drill 」を選択した後、「次へ」
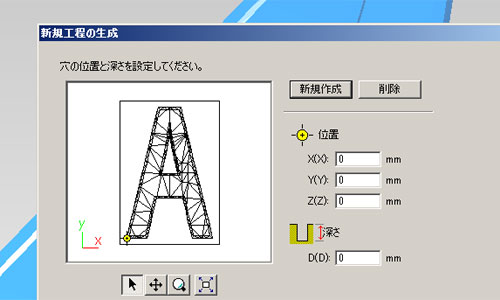
「新規作成」ボタンをクリックすると数字が記入できるようになります。
穴の位置の考え方は下のような感じ、、、2箇所穴あけします。 手書きですいません。
※この数値は3mmのエンドミルで3mmの穴を開ける場合の数値です。
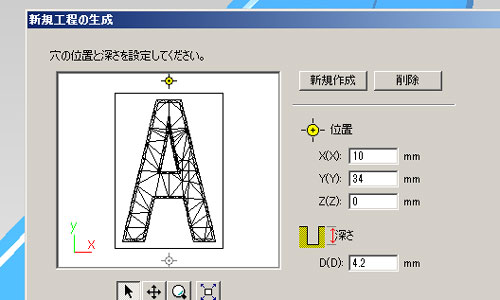
まずは一つ目の穴の位置を記入します。
・ X座標 : 横幅寸法20mmの半分、「10mm 」を記入。
・ Y座標 : 「 A 」から下に4mmの位置なので「-4mm」と記入
(3mm径のドリルを使用する場合は4mm、経験から)
・ Z座標 : 「0 」のまま (何も考えず)
・ 穴の深さに4.2mm。 「A 」の厚みに+0.2mm 記入。(+0.2mmも経験から)

一つ目の記入が終わったら、もう一度「新規作成」をクリックして、2つ目の穴の位置を記入。
数値で変わるのは Y座標 の「34」です。 コレは30㎜ + 4㎜ という意味。 先ほどは「-4㎜」でした。
これで後は「次へ」を連打すると、「穴あけ加工」の設定終了。
切削ボタンを押して、本体ワックスに貫通穴が2箇所開きます。
ココで本体ワックスを取っ払います。
2回に分けて、穴あけ加工をする理由は過去ブログ「MDX-15、20の両面加工の仕方」を見てください。(クリックで移動)
「本体のワックス」(Aを彫ってるワックス)に穴を開けた後、次に捨て板ワックス(下に敷いているワックス)にも穴を開けます。
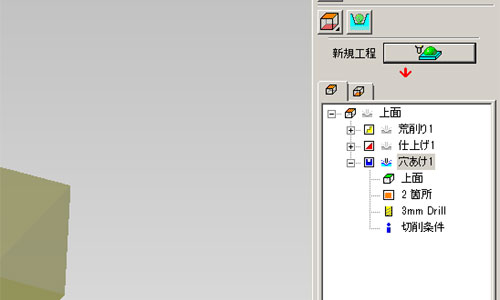
「穴あけ1」をクリックするとその下に項目が表れます。
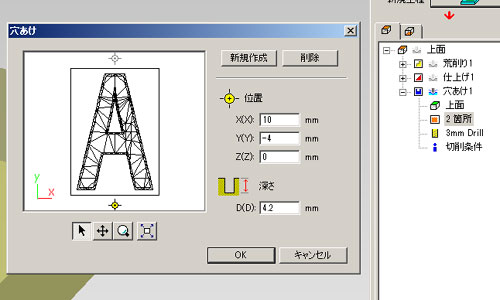
その中の「2箇所」をクリックすると上のように窓が開きます。

同じ位置に穴を開けるのでX、Y はそのまま。 Zには-4.2と記入。 本体ワックス(厚さ4mm)をとっぱらった状態なので-4.2mmから穴あけスタートします。
そして深さのところには5mmと記入。 経験から5mmとしています。 記入したら、2つ目の穴をクリック。 (「A 」の上のほうにある〇をクリック)
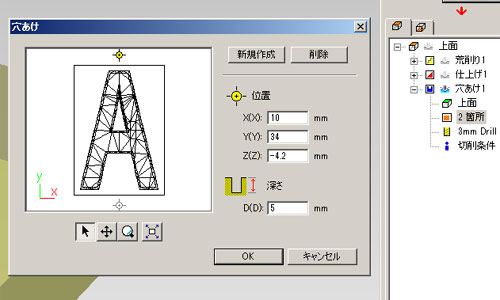
一つ目の穴と同じように記入。 あとは「OK 」を押していけば、穴あけ加工の設定は終了です。
以前、「MDX-15、20の両面加工の仕方」 とあわせて見てもらえればと思います。
また、両面加工や回転切削などで製作したワックス画像集を載せています。
ジュエリー用のロストワックス画像 ← クリックで移動
その他、MDX-15の分解と修理!! なんかもあるので興味のある方はぜひ(^^)
ふぅ~、長い説明になりましたが、慣れると簡単です。 両面加工、挑戦してみてください!!
アトリエエッグでは、京都の工房にて一つひとつ丁寧にジュエリーを製作しています。
≫ オーダージュエリー・結婚指輪の製作実績一覧
≫ 京都の指輪工房 アトリエエッグ TOPへ
- コメント (0)
-







コメント